Motorlar kapatıldıktan sonra, yükselen sıcaklık, motorun üst ve alt kısımları arasında sıcaklık farklılığı oluşmasına neden olur ki bu da motordaki metal parçaların farklı oranlarda genleşmesi nedeniyle rotorun hafifçe bükülmesine (bowing) neden olabilir. Soğumanın alttan üste doğru olması temel sebeplerdendir.
E ğilme derecesi (the degree of Bowing), motor yatak bölgelerinin dizaynı, motor içerisindeki hava akışının kontrolü, ortam sıcaklığı gibi pek çok faktöre bağlıdır. Eğilme (bowing) vuku bulmuşken motor çalıştırılırsa, türbin blade lerinin motor kasasına (case) sürtmesi ile aşınma ve yüksek vibrasyon meydana gelir. Fakat motor kapatıldıktan çok kısa bir süre sonra (hala sıcak iken) veya tamamen soğuduktan sonra tekrar çalıştırılırsa sorun olmaz.
Bu sorunu aşmak veya etkilerini minimuma indirmek için motorun yatak dizaynını uygun hale getirmek ve motor içerisindeki hava akışını kontrol altında tutmak önemlidir. Motor içerisindeki hava akışını kontrol edebilmek için verimli bir contalama (sealing) önem arz eder. Contalama ile motordaki soğutma kontrol altına alınabilirse eğilme (bowing) etkisi de azaltılabilir. Bu bahsettiğimiz konular motorun imalat aşamasındaki temel konulardır.
Lakin fabrikadan çıkmış hâlihazırda uçmaya başlamış olan motorlarda bu sorun ortaya çıktığında problemi tamamen ortadan kaldırana veya belirli bir derece azaltana kadar sürekli uygulanması gereken işletme prosedürleri yayınlanmaktadır.
Örneğin GE90-115 motoru için, motoru kapatmadan önce idle da belirli bir süre çalıştırmak gerekir. İlgili uçağın bakım kitabında (AMM) bu işlemin motorun soğumasını sağladığı, türbin kilitlenmesi (locked turbine rotor) ve türbin hava contalarının (türbin air seals) ve türbin bladelerinin hasarlanmasını önlediği, eğilmiş rotor sebebiyle ortaya çıkan yüksek vibrasyonu azalttığı belirtilmektedir.
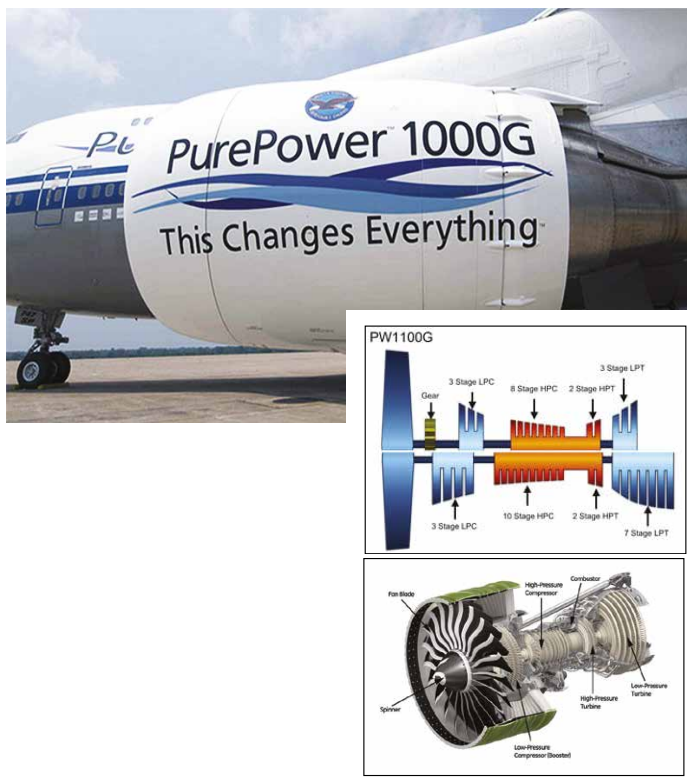
Benzer durum A320NEO uçaklarında kullanılmaya başlanan ve yüksek yakıt tasarrufu sağlayan PW1100 serisi motorlarda da mevcuttur.
Rotor eğilme sorunu için P & W’in, sekiz kademeli IBR’nin (integrally bladed rotor) blade uçlarına, ultra sertleştirilmiş, ultra keskin kübik bor nitrür (CBN cubic boron nitride), sertleştirilmiş bir kaplama yapacağı belirtilmektedir. Bu CBN kaplaması, yüksek basınç kompresörü dönerken blade uçları kompresör muhafazasının aşınabilir kaplamasını kestiğinde bladeler ile muhafaza (case) arasında daha iyi bir sızdırmazlık oluşturmasını sağlar ki bu da HPC verim kaybını azaltır.
Bu motorda modifikasyon ile bowing etkisini azaltmak için çalışmalar sürdürülürken, halen kullanılan motorlarda bu etkiyi azaltmak için bazı operasyonel uygulamalar geliştirilmiştir. Motor çalıştırılması esnasında motor devri yaklaşık %12 N2 geçmeyecek şekilde start valve modulasyonlu çalıştırılmaktadır. Bu işlem ile motorun içerisinin soğuması temin edilmektedir. Fakat bu işlem yaklaşık 4-5 dakika sürmektedir. Bu işlemi motorun EEC dediğimiz kontrol ünitesi kontrol etmektedir.
Bu işlem idle dan önce, HPC rotoru termal olarak uyumlu hale getirmektedir. Bu koruma işlemi motorun çalıştırma süresini etkilemektedir.
Motor to Start logic MtS olarak isimlendirilen bu işlem için start valf EEC tarafından kontrol edildiğinden, start valf arızasında diğer motorlarda uyguladığımız manuel açma (manuel override) işlemi bu motorda uygulanamamaktadır. Manuel açma işlemi ancak tam soğumuş motorda yapılabilmektedir.